


Cooler thanks to copper in the core
C 42 | MPA | S&S Werkzeugbau GmbH | Tool and mold making
S&S Werkzeugbau manufactures complete injection moulds entirely in-house – from design through to the initial moulding. However, the mould makers make an exception in the case of a reliable cooling solution for narrow cross-sections: Hermle Maschinenbau uses metal-powder application technology (MPA) to integrate copper into mould cores, thereby optimising heat outflow in the injection moulding process.
Hobby gardeners typically approach their work in the garden with a relaxed attitude: With pruning shears in hand and a vision of a green oasis in mind, they trim shrubs by eye. The production of garden tools, by contrast, has nothing to do with relaxing and seat-of-the-pants estimates. The parts of what will later be the handle drop from the injection moulding machine at a rapid rate. The focus here is on perfection and making use of every second. To achieve optimum results faster, Gardena, a garden tool manufacturer in Ulm, Germany, uses injection moulding forms that conceal a glowing reddish secret within: Inside the thinnest places, copper smoothly directs heat to the nearby cooling duct. The underlying manufacturing process is the metal-powder application technology (MPA) of Hermle Maschinenbau GmbH (HMG). When a request was received in 2018 for a new tool optimised by this special technology, Gardena turned to S&S Werkzeugbau in Schlitz.
-

Top right is the core as it is delivered by HMG to S&S Werkzeugbau for final machining (top left). The cast handle element and the mounted pruning shears can be seen in the front of the picture. -
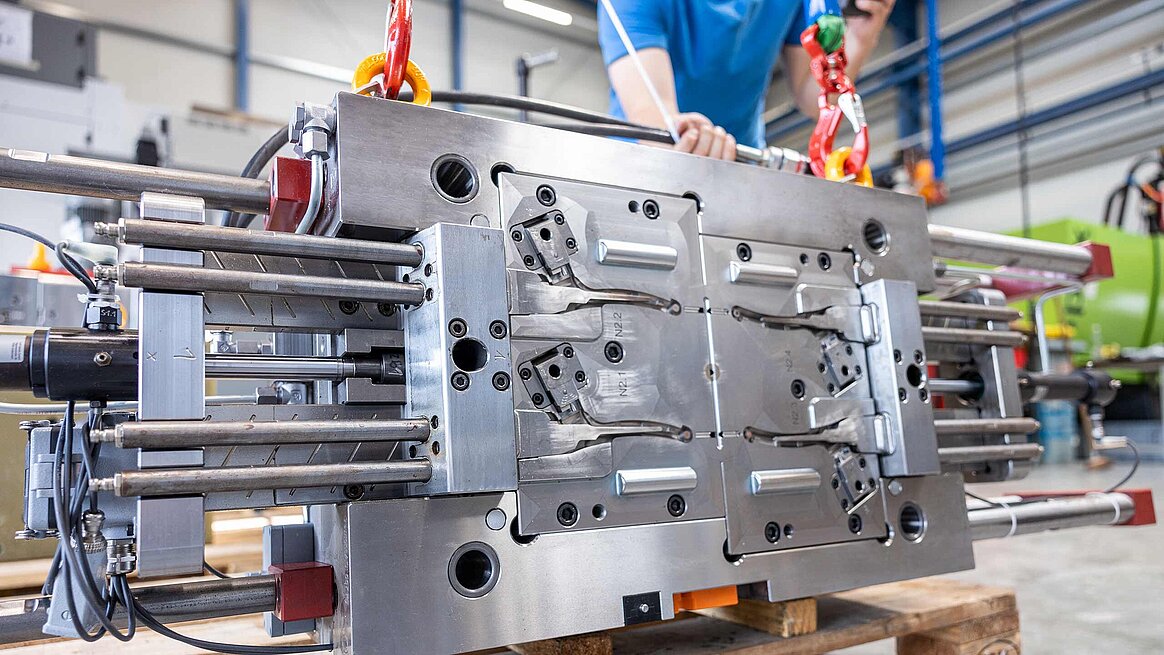
Four at a time: With this injection mould Gardena manufactures four handle components in one process. -

Harald Starch leads the family-owned enterprise, now in its second generation. He had previously completed studies in mould making and machine manufacturing and worked in mould making at an automotive supplier before entering the family business. -

There is no space for a cooling duct in the tip of the core. Instead copper – invisible from the outside – provides rapid heat dissipation, in turn ensuring high-quality results for the injection moulding.
Heinz Starch and Walter Susemichel founded their company in 1985 just five minutes by foot from the heart of the small city in central Hesse with ubiquitous half-timber houses. Since then forms have been created here for the mass production of complex plastic parts. The machine park grew, necessitating the move to larger facilities in 2000. Today Harald Starch leads the family-owned enterprise, now in its second generation. He had previously completed studies in mould making and machine manufacturing and worked in mould making at an automotive supplier before entering the family business.
S&S is known for its great manufacturing depth and technological know-how in the design and manufacture of injection moulding tools with 2-component index plate technology, rotary plates and core-back technology as well as removal of parts from moulds with slides and unscrewing gears. Starch has designers in-house as well as numerous special machines including deep-hole drills and machines for laser welding and marking. The toolmaker manufactures the graphite electrodes for its vertical eroding machines internally and now has four injection moulding machines in its technology centre with which the team tests the multi-cavity moulds before delivery. Starch explains the rationale behind this: "Customers with a high level of manufacturing do not have the capacity for these tests and this also gives us the opportunity to try out solutions and develop our expertise". About 90 injection moulds leave the manufacturing facilities every year. They weigh up to six tonnes, have up to 64 cavities and produce grained, eroded or high-gloss polished visible surfaces.

COPPER INSTEAD OF COOLING DUCT
A tour through the operating facilities with about 50 employees is as impressive as these details would suggest: The facility is made up of multiple interconnected halls arranged in rows, so the visitor becomes disoriented after making the third turn. The tour ends back in the Managing Director's office with the inconspicuous mould core that is responsible for the hollow area in the pincer grip on the table.
The more delicate and intricate the geometry, the more difficult heat management becomes. The alternative to copper is thin cooling ducts. For temperature control ducts that follow contours, they can be laser-sintered or vacuum-welded. "The danger here is that these very narrow cooling ducts become clogged over time. Regular tool cleaning is necessary to prevent this", comments Starch. MPA technology offers a smart solution in this case: Copper dissipates heat out of the narrow areas. The copper segment ends where the cooling ducts have enough space. The cooling water can flow here without difficulty.
SUPERSONIC MATERIAL APPLICATION
How does the copper get in the core? For this purpose, HMG has developed the MPA 42, based on the C 42 U five-axis milling centre, which can not only remove but also apply material. Heat, nitrogen, superheated steam and a de Laval nozzle are the critical factors for accelerating the metal powder to supersonic speed so that it coalesces with the clamped blank upon impact. The five axes of the machining centre align the stream of powder at almost any angle to the component, thereby allowing the cooling duct or copper inlays to form even on curved surfaces. Finally S&S obtains a soft core. "Then we manufacture the outer contour here", reports Starch. Correct data is important for this. "Our designers know exactly the position of the copper filling. In this way we are able to produce delicate and intricate cores with optimum heat dissipation.“
The Managing Director's preferred additive manufacturing process is MPA technology. Why? Other than the copper portion, of course, the core consists of the same material as the rest of the mould – tool steel. "Thus we have a component with the same properties and the same service life as the mould cavity. This doesn't work with other additive processes", emphasises the mechanical engineer. It is not news that copper is better at conducting heat: "Previously we simply drilled a hole and pressed a copper wire into it. That was not a particularly flexible approach with regard to the contour and shape of the cooling area", concedes Starch. There is also a danger that small air pockets will prevent the flow of heat. He first learnt of the HMG additive manufacturing process through Gardena, which already had a tool with vacuum-soldered injection moulding tools in operation and saw potential for optimisation.
THE BEST OF BOTH WORLDS
Starch is convinced by MPA technology. This technology makes it possible to manufacture complex moulds while at the same time ensuring efficient heat dissipation. He would recommend this for his customers if they want to increase economic efficiency through optimised cooling capacity in especially small areas and see justification for the additional costs involved. "It is a qualitative, highly functional solution, but not an inexpensive one", acknowledges the mould maker . His designers and technicians also have a positive assessment of the technology: "There are no problems in the application. With the combination of MPA technology and conventional temperature control technology, we achieve the best results and meet our customers' needs."

